





备选案例示例

贵州赤天化纸业股份有限公司竹浆废水处理系统
参与单位:普拉克环保系统(北京)有限公司
规 模:35000吨/天
污水处理技术:选择池+活性污泥池
案例说明:国内目前最大的硫酸盐竹浆项目,由贵州赤天化集团投资建设,污水系统和主体工程同步施工,同步竣工,整个项目历时1年半,于2008年实现性能验收。
参与单位:普拉克环保系统(北京)有限公司
规 模:35000吨/天
污水处理技术:选择池+活性污泥池
案例说明:国内目前最大的硫酸盐竹浆项目,由贵州赤天化集团投资建设,污水系统和主体工程同步施工,同步竣工,整个项目历时1年半,于2008年实现性能验收。

驻马店市白云纸业有限公司文化纸项目污水处理系统
参与单位:普拉克环保系统(北京)有限公司
规 模:48000吨/天
案例说明:该项目废水来源与制浆中段废水及洗草废水,采用普拉克Anamet厌氧处理工艺,SELAC好氧处理工艺以及PAC化学沉淀三级处理工艺,好氧污泥可进入厌氧罐进行消化,减少了污泥处理费用,节约了氮磷投加,节约运行成本,同时,还增加了沼气产量,可用做锅炉燃料为厂区供热。
参与单位:普拉克环保系统(北京)有限公司
规 模:48000吨/天
案例说明:该项目废水来源与制浆中段废水及洗草废水,采用普拉克Anamet厌氧处理工艺,SELAC好氧处理工艺以及PAC化学沉淀三级处理工艺,好氧污泥可进入厌氧罐进行消化,减少了污泥处理费用,节约了氮磷投加,节约运行成本,同时,还增加了沼气产量,可用做锅炉燃料为厂区供热。

丰满板纸有限公司废水处理工程
参与单位:河北嘉诚环境工程有限公司
规 模:5000吨/日
污水处理技术:生物接触氧化法
案例说明:嘉诚公司负责前期技术沟通,设计方案和图纸,并在土建施工过程中给予指导,进行设备供货及安装,后期系统整体调试工作,使出水稳定达标排放。
参与单位:河北嘉诚环境工程有限公司
规 模:5000吨/日
污水处理技术:生物接触氧化法
案例说明:嘉诚公司负责前期技术沟通,设计方案和图纸,并在土建施工过程中给予指导,进行设备供货及安装,后期系统整体调试工作,使出水稳定达标排放。

山东华泰纸业股份有限公司制浆造纸污水处理项目
参与单位:普拉克环保系统(北京)有限公司、中国中轻国际工程有限公司、山东华泰纸业股份有限公司
规 模:60000吨/日
污水处理技术:水解酸化法
案例说明:华泰厌氧废水处理厂的废水主要来源于废纸制浆车间和BCTMP杨木制浆车间,另外还有草浆制浆的浓废水,二期好氧废水处理厂的剩余污泥也进入厌氧系统进行消化,这样约有50%的好氧污泥被消化。减少污泥脱水和处置的费用,还可回收其中的氮和磷,降低可观的运行费用,还可产生更多的沼气,能够替代煤为锅炉提供充足的燃料,获得可观的经济效益和环境效益。
参与单位:普拉克环保系统(北京)有限公司、中国中轻国际工程有限公司、山东华泰纸业股份有限公司
规 模:60000吨/日
污水处理技术:水解酸化法
案例说明:华泰厌氧废水处理厂的废水主要来源于废纸制浆车间和BCTMP杨木制浆车间,另外还有草浆制浆的浓废水,二期好氧废水处理厂的剩余污泥也进入厌氧系统进行消化,这样约有50%的好氧污泥被消化。减少污泥脱水和处置的费用,还可回收其中的氮和磷,降低可观的运行费用,还可产生更多的沼气,能够替代煤为锅炉提供充足的燃料,获得可观的经济效益和环境效益。

军粮城电厂锅炉补给水项目
参与单位:天津膜天膜科技股份有限公司
规 模:20000吨/天
污水处理技术:CMF
案例说明: 军粮城电厂老厂的循环水水源为海河水,本期工程循环水水源为天津市中水公司东丽再生水厂提供的再生水,备用水源为海河水。为节约用水,本期工程拟将老厂的循环水排污水和本期工程的循环水排污水作为锅炉全厂的锅炉补给水和热网补充水的水源。超滤系统出力按4×200 t/h设计。
参与单位:天津膜天膜科技股份有限公司
规 模:20000吨/天
污水处理技术:CMF
案例说明: 军粮城电厂老厂的循环水水源为海河水,本期工程循环水水源为天津市中水公司东丽再生水厂提供的再生水,备用水源为海河水。为节约用水,本期工程拟将老厂的循环水排污水和本期工程的循环水排污水作为锅炉全厂的锅炉补给水和热网补充水的水源。超滤系统出力按4×200 t/h设计。
意大利ENEL电力公司五个燃煤电厂脱硫(FGD)废水零排放项目
参与单位:阿奎特(广州)水处理有限公司
规 模:8040吨/日
污水处理技术:蒸发结晶
案例说明: 意大利ENEL电力公司旗下五个燃煤电厂(分别是Brindisi,Fusina,Torrevaldaliga,La Spezia及Sulcis电厂)选择了阿奎特的蒸发结晶液体零排放系统实现脱硫废水的零排放。从2007年开始五个零排放系统陆续投入运行,目前系统运行状况良好。
参与单位:阿奎特(广州)水处理有限公司
规 模:8040吨/日
污水处理技术:蒸发结晶
案例说明: 意大利ENEL电力公司旗下五个燃煤电厂(分别是Brindisi,Fusina,Torrevaldaliga,La Spezia及Sulcis电厂)选择了阿奎特的蒸发结晶液体零排放系统实现脱硫废水的零排放。从2007年开始五个零排放系统陆续投入运行,目前系统运行状况良好。

衡水恒兴发电有限责任公司污水深度处理站总承包工程
参与单位:北京建工金源环保发展有限公司
规 模:40000吨/日
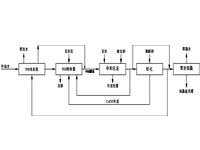
案例说明: 本工程位于河北省衡水市,原水采用衡水市市政污水厂二级出水,经处理后回用于厂区生产及 锅炉补给。该项目处理水量为40000m3/d,处理方案采用“曝气生物滤池+混凝澄清+接触过滤+消毒”工艺,出水稳定,效果良好。
参与单位:北京建工金源环保发展有限公司
规 模:40000吨/日
案例说明: 本工程位于河北省衡水市,原水采用衡水市市政污水厂二级出水,经处理后回用于厂区生产及 锅炉补给。该项目处理水量为40000m3/d,处理方案采用“曝气生物滤池+混凝澄清+接触过滤+消毒”工艺,出水稳定,效果良好。

北方联合电力呼和浩特金桥热电厂中水岛(MBR)
参与单位:GE水处理及工艺过程处理集团、北京朗新明环保科技有限公司
规 模:31000吨/日
污水处理技术:MBR
案例说明: 金桥热电厂中水岛项目是亚洲最大MBR污水深度处理回用工程,采用先进曝气生物滤池加弱酸床工艺,处理后的水部分供给电厂冷却塔补水用,部分作为化水车间反渗透原水,经反渗透工艺和阴阳混床处理后得到除盐水作为锅炉用水。
参与单位:GE水处理及工艺过程处理集团、北京朗新明环保科技有限公司
规 模:31000吨/日
污水处理技术:MBR
案例说明: 金桥热电厂中水岛项目是亚洲最大MBR污水深度处理回用工程,采用先进曝气生物滤池加弱酸床工艺,处理后的水部分供给电厂冷却塔补水用,部分作为化水车间反渗透原水,经反渗透工艺和阴阳混床处理后得到除盐水作为锅炉用水。

山东西王集团综合污水处理工程
参与单位:北京杰佳洁环境技术有限责任公司
规 模:25000吨/天
污水处理技术:EGSB、A/O
案例说明:山东西王集团综合污水处理厂处理工业废水及部分生活污水。工业废水主要包括淀粉生产废水、葡萄糖生产废水、果糖生产废水、酒精生产废水、玉米油生产废水等,有机物浓度高、氨氮浓度高,属易生化有机废水。本项目处理规模25000 m3/天,采用厌氧EGSB+好氧A/O工艺,污水经过粗、细格栅进入调节池,均匀水质水量后进入EGSB池进行厌氧中温消化,厌氧出水中有机物去除率可达80%以上。厌氧生物处理过程对废水中的氨氮基本没有去除,通过A/O工艺作为好氧后续处理进行一步去除。该工艺对污染物去除率高、抗冲击负荷能力强,运行良好,出水稳定。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:25000吨/天
污水处理技术:EGSB、A/O
案例说明:山东西王集团综合污水处理厂处理工业废水及部分生活污水。工业废水主要包括淀粉生产废水、葡萄糖生产废水、果糖生产废水、酒精生产废水、玉米油生产废水等,有机物浓度高、氨氮浓度高,属易生化有机废水。本项目处理规模25000 m3/天,采用厌氧EGSB+好氧A/O工艺,污水经过粗、细格栅进入调节池,均匀水质水量后进入EGSB池进行厌氧中温消化,厌氧出水中有机物去除率可达80%以上。厌氧生物处理过程对废水中的氨氮基本没有去除,通过A/O工艺作为好氧后续处理进行一步去除。该工艺对污染物去除率高、抗冲击负荷能力强,运行良好,出水稳定。

广东喜之郎集团有限公司废水处理工程设计方案
参与单位:北京杰佳洁环境技术有限责任公司
规 模:1800吨/天
污水处理技术:UASB+SBR
案例说明:果冻加工废水属于中等浓度易生化的污水,采用厌氧UASB+好氧SBR工艺,UASB运行稳定,能耗低,有机物去除率高,出水COD去除率可达95%以上。好氧SBR有机物去除率高,有较好的脱氮除磷效果,污泥产率低,不易产生污泥膨胀。厌氧产生的沼气供给食堂锅炉燃烧,可替代燃料煤,大大回收了能源。出水经过过滤、消毒,可回用于绿化、冲洗等。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:1800吨/天
污水处理技术:UASB+SBR
案例说明:果冻加工废水属于中等浓度易生化的污水,采用厌氧UASB+好氧SBR工艺,UASB运行稳定,能耗低,有机物去除率高,出水COD去除率可达95%以上。好氧SBR有机物去除率高,有较好的脱氮除磷效果,污泥产率低,不易产生污泥膨胀。厌氧产生的沼气供给食堂锅炉燃烧,可替代燃料煤,大大回收了能源。出水经过过滤、消毒,可回用于绿化、冲洗等。

山东正大菱花生物科技有限公司赖氨酸稀污水处理工程
参与单位:北京杰佳洁环境技术有限责任公司
规 模:4000吨/天
污水处理技术:水解酸化+SBR
案例说明:在UASB反应器内厌氧环境下,通过调整工艺参数富集厌氧氨氧化菌,其利用亚硝酸盐为电子受体,将氨氮氧化为氮气。氨直接作反硝化反应的电子供体,可免去外加有机物;由于氧得到有效利用,供氧能耗下降;氨没有经过硝化作用而直接参与厌氧氨氧化反应,产酸量下降,可以减少加碱量,降低运行费用,也可以减轻二次污染。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:4000吨/天
污水处理技术:水解酸化+SBR
案例说明:在UASB反应器内厌氧环境下,通过调整工艺参数富集厌氧氨氧化菌,其利用亚硝酸盐为电子受体,将氨氮氧化为氮气。氨直接作反硝化反应的电子供体,可免去外加有机物;由于氧得到有效利用,供氧能耗下降;氨没有经过硝化作用而直接参与厌氧氨氧化反应,产酸量下降,可以减少加碱量,降低运行费用,也可以减轻二次污染。

中国长城葡萄酒有限公司废水处理站改造工程
参与单位:河北嘉诚环境工程有限公司
规 模:1200吨/天
污水处理技术:UASB+生物膜法
案例说明: 设计水量为1200立方米/天的污水处理工程,采用厌氧―好氧―脱色的处理工艺,其中好氧单元利用原有池体,处理难点在于有机物负荷高,经调试后,可稳定达标排放。
参与单位:河北嘉诚环境工程有限公司
规 模:1200吨/天
污水处理技术:UASB+生物膜法
案例说明: 设计水量为1200立方米/天的污水处理工程,采用厌氧―好氧―脱色的处理工艺,其中好氧单元利用原有池体,处理难点在于有机物负荷高,经调试后,可稳定达标排放。

河北马利酵母有限废水处理厂项目
参与单位:普拉克环保系统(北京)有限公司
规 模:1200吨/天
污水处理技术:厌氧ANAMET+好氧DN(反硝化)-N(硝化)工艺
案例说明: 污水来源于酵母生产过程中的发酵废水,COD高,氨氮高,PURAC公司采用专有的 ANAMET加好氧DN(反硝化)-N(硝化)工艺,有效的去除了有机物和氨氮的污染,后续采用混凝气浮进一步去除难降解COD及色度污染,最终实现达标排放。
参与单位:普拉克环保系统(北京)有限公司
规 模:1200吨/天
污水处理技术:厌氧ANAMET+好氧DN(反硝化)-N(硝化)工艺
案例说明: 污水来源于酵母生产过程中的发酵废水,COD高,氨氮高,PURAC公司采用专有的 ANAMET加好氧DN(反硝化)-N(硝化)工艺,有效的去除了有机物和氨氮的污染,后续采用混凝气浮进一步去除难降解COD及色度污染,最终实现达标排放。

河北梅花味精污水厂
参与单位:江苏菲力环保工程有限公司
规 模:20000吨/天
污水处理技术:UASB厌氧反应+好氧传统活性污泥法
案例说明: 对于淀粉、味精等生产及公司日常生活过程中产生的低浓度有机废水采用UASB厌氧反应系统与好氧传统活性污泥法相结合的生化反应系统对其进行处理。综合废水进入污水处理厂后经调节池调节水质缓冲水量、板式换热器加热后泵入UASB厌氧反应器,厌氧出水进入好氧生化池进行处理,处理后的废水进入二沉池经泥水分离后达标排放水排放。
参与单位:江苏菲力环保工程有限公司
规 模:20000吨/天
污水处理技术:UASB厌氧反应+好氧传统活性污泥法
案例说明: 对于淀粉、味精等生产及公司日常生活过程中产生的低浓度有机废水采用UASB厌氧反应系统与好氧传统活性污泥法相结合的生化反应系统对其进行处理。综合废水进入污水处理厂后经调节池调节水质缓冲水量、板式换热器加热后泵入UASB厌氧反应器,厌氧出水进入好氧生化池进行处理,处理后的废水进入二沉池经泥水分离后达标排放水排放。

营口可口可乐辽宁(中)饮料有限公司污水处理系统
参与单位:麦王环保工程技术(上海)有限公司
规 模:3400吨/天
案例说明: 本案例根据进水水质及出水水质要求,采用厌氧+好氧联合处理工艺。厌氧处理技术有效地去除废水中的有机污染物,并将有机污染物转化为沼气资源化利用;再经好氧处理进一步将废水中的有机污染物彻底降解,使之能达标排放或经深度处理后回用。
参与单位:麦王环保工程技术(上海)有限公司
规 模:3400吨/天
案例说明: 本案例根据进水水质及出水水质要求,采用厌氧+好氧联合处理工艺。厌氧处理技术有效地去除废水中的有机污染物,并将有机污染物转化为沼气资源化利用;再经好氧处理进一步将废水中的有机污染物彻底降解,使之能达标排放或经深度处理后回用。

EIC厌氧反应器处理柠檬酸废水
参与单位:广州中科建禹水处理技术有限公司
规 模:6000吨/天
污水处理技术:厌氧发酵
案例说明: 改造后,COD 去除率达到89%,容积负荷达到25kgCOD/m3.d,反应器的 高径比仅为1.3,使处理量提高了4 倍。将旧厌氧反应器改造成EIC 反应器 是实现技术更新换代、提高厌氧处理技术水平的有效途径。
参与单位:广州中科建禹水处理技术有限公司
规 模:6000吨/天
污水处理技术:厌氧发酵
案例说明: 改造后,COD 去除率达到89%,容积负荷达到25kgCOD/m3.d,反应器的 高径比仅为1.3,使处理量提高了4 倍。将旧厌氧反应器改造成EIC 反应器 是实现技术更新换代、提高厌氧处理技术水平的有效途径。

山东华义玉米科技有限公司
参与单位:山东十方圆通环保有限公司
规 模:2500吨/日
污水处理技术:膜生物反应器
案例说明:山东华义玉米科技有限公司废水治理工程分两期,均由山东十方圆通环保有限公司设计并承建。一期工程建于2005年,主要采用EGSB技术,出水达到《污水综合排放标准》(GB8978-1996)中的“二级”标准;二期工程建成于2011年1月,采用十方与清华大学、日本三菱丽阳共同研发的膜生物反应器技术,出水达到最新颁布的《淀粉工业水污染物排放标准》(GB25461-2010)中重点环境保护区特别污染物排放限值。
参与单位:山东十方圆通环保有限公司
规 模:2500吨/日
污水处理技术:膜生物反应器
案例说明:山东华义玉米科技有限公司废水治理工程分两期,均由山东十方圆通环保有限公司设计并承建。一期工程建于2005年,主要采用EGSB技术,出水达到《污水综合排放标准》(GB8978-1996)中的“二级”标准;二期工程建成于2011年1月,采用十方与清华大学、日本三菱丽阳共同研发的膜生物反应器技术,出水达到最新颁布的《淀粉工业水污染物排放标准》(GB25461-2010)中重点环境保护区特别污染物排放限值。

宜宾五粮液集团六万吨项目污水处理工程
参与单位:北京杰佳洁环境技术有限责任公司
规 模:6000吨/日
污水处理技术:厌氧污泥法
案例说明:根据酿酒生产废水水质水量波动大、有机物浓度高、易生化的特性,采用厌氧EGSB+好氧CASS的工艺,厌氧EGSB工艺抗冲击负荷能力强、有机物去除率高、能耗低,在高容积负荷条件下运行稳定,出水COD去除率可达95%以上,后续CASS工艺对氨氮有很好的去除,同时去除剩余的有机污染物,可连续进水,采用静止沉淀,出水水质好。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:6000吨/日
污水处理技术:厌氧污泥法
案例说明:根据酿酒生产废水水质水量波动大、有机物浓度高、易生化的特性,采用厌氧EGSB+好氧CASS的工艺,厌氧EGSB工艺抗冲击负荷能力强、有机物去除率高、能耗低,在高容积负荷条件下运行稳定,出水COD去除率可达95%以上,后续CASS工艺对氨氮有很好的去除,同时去除剩余的有机污染物,可连续进水,采用静止沉淀,出水水质好。

北京燕京啤酒总厂废水处理厂
参与单位:北京晓清环保设备安装有限公司
规 模:15000吨/日
污水处理技术:流离生物床技术(FSBBR)、SBR
案例说明: 晓清公司于1999年设计承燕京啤酒废水处理工程,自运行以来,出水水质稳定,大部分出水被回用于锅炉房与冷却水循环,每年累计参观人数超过1万人。
参与单位:北京晓清环保设备安装有限公司
规 模:15000吨/日
污水处理技术:流离生物床技术(FSBBR)、SBR
案例说明: 晓清公司于1999年设计承燕京啤酒废水处理工程,自运行以来,出水水质稳定,大部分出水被回用于锅炉房与冷却水循环,每年累计参观人数超过1万人。

湖北广济药业股份有限公司孟州公司制药废水处理工程
参与单位:北京杰佳洁环境技术有限责任公司
规 模:1500吨/天
污水处理技术:厌氧UASB+好氧A/O
案例说明: 污水处理站废水主要包括:发酵废水和冲洗罐体或地面的清污水,综合废水属中高浓度有机废水,可生化性较好,但同时存在少量难降解的有机物;悬浮物浓度、色度高,另外氨氮浓度高,因此采用厌氧UASB+好氧A/O的工艺。发酵废水经过多效蒸发后的冷凝水与清污水和生活废水混合后进入污水处理系统,通过厌氧UASB去除大部分有机物,再通过后续的A/O去除氨氮及部分有机物,整个系统运行稳定。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:1500吨/天
污水处理技术:厌氧UASB+好氧A/O
案例说明: 污水处理站废水主要包括:发酵废水和冲洗罐体或地面的清污水,综合废水属中高浓度有机废水,可生化性较好,但同时存在少量难降解的有机物;悬浮物浓度、色度高,另外氨氮浓度高,因此采用厌氧UASB+好氧A/O的工艺。发酵废水经过多效蒸发后的冷凝水与清污水和生活废水混合后进入污水处理系统,通过厌氧UASB去除大部分有机物,再通过后续的A/O去除氨氮及部分有机物,整个系统运行稳定。

河北奥星集团药业有限公司
参与单位:河北嘉诚环境工程有限公司
规 模:480吨/天
案例说明: 该企业废水分为高浓度和低浓度两种废水,高浓度废水单独经过厌氧处理后和低浓度废水混合进入缺氧池、好氧池处理,由于水量较小采用板框压滤机进行脱水。
参与单位:河北嘉诚环境工程有限公司
规 模:480吨/天
案例说明: 该企业废水分为高浓度和低浓度两种废水,高浓度废水单独经过厌氧处理后和低浓度废水混合进入缺氧池、好氧池处理,由于水量较小采用板框压滤机进行脱水。

嘉事大恒制药有限公司污水处理工程
参与单位:北京晓清环保工程有限公司
规 模:500吨/天
案例说明: 在本工程中应用了复合高效厌氧反应器,流离生物反应器及膜生物反应器的生化处理,污染物得以彻底降解,同时使用臭氧活性炭技术保证了出水稳定达标。
参与单位:北京晓清环保工程有限公司
规 模:500吨/天
案例说明: 在本工程中应用了复合高效厌氧反应器,流离生物反应器及膜生物反应器的生化处理,污染物得以彻底降解,同时使用臭氧活性炭技术保证了出水稳定达标。

华北制药华胜公司废水处理站
参与单位:华北制药集团环境保护研究所
规 模:7000吨/日
污水处理技术:EGSB厌氧(膨胀颗粒污泥床反应器)
案例说明: 该工程分3期建设、改造和扩建,最后形成日处理COD16吨、水量7000吨能力,达到《综合排放标准》(GB8978-96)医药原料药行业二级标准(表4)。整体改造完成后,形成完整工艺为:高浓度废水经调节、中和后进入厌氧EGSB处理,出水与经格栅收集的低浓度废水混合沉淀后进入完全混合好氧池,出水经沉淀进入改进型接触氧化池,出水经沉淀、混凝气浮后达标排放。污泥经浓缩、脱水后外运。
参与单位:华北制药集团环境保护研究所
规 模:7000吨/日
污水处理技术:EGSB厌氧(膨胀颗粒污泥床反应器)
案例说明: 该工程分3期建设、改造和扩建,最后形成日处理COD16吨、水量7000吨能力,达到《综合排放标准》(GB8978-96)医药原料药行业二级标准(表4)。整体改造完成后,形成完整工艺为:高浓度废水经调节、中和后进入厌氧EGSB处理,出水与经格栅收集的低浓度废水混合沉淀后进入完全混合好氧池,出水经沉淀进入改进型接触氧化池,出水经沉淀、混凝气浮后达标排放。污泥经浓缩、脱水后外运。
湖北广济药业股份有限公司制药废水处理工程
参与单位:北京杰佳洁环境技术有限责任公司
规 模:2500吨/日
案例说明: 废水处理厂工程采用硫酸盐还原脱硫 + 气浮 + UASB + CASS的处理工艺。核黄素生产主要采用大米粉、糖蜜、玉米浆等为原料,废水有机物浓度高,无毒,其可生化性BOD5/COD大于0.5,属高浓度可生化有机废水,故应采用以生物处理为主的废水治理工艺。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:2500吨/日
案例说明: 废水处理厂工程采用硫酸盐还原脱硫 + 气浮 + UASB + CASS的处理工艺。核黄素生产主要采用大米粉、糖蜜、玉米浆等为原料,废水有机物浓度高,无毒,其可生化性BOD5/COD大于0.5,属高浓度可生化有机废水,故应采用以生物处理为主的废水治理工艺。

哈药集团制药总厂污水处理工程
参与单位:北京晓清环保设备安装有限公司、江苏菲力环保工程有限公司
规 模:20000吨/日
案例说明: 哈药集团制药总厂污水处理站改扩建工程于2004年8月完成整个工程的安装调试工作。系统工艺采用调节池+气浮系统+水解酸化+推流曝气池+CASS反应池处理工艺,处理出水的各项指标均优于国家GB8978-96二级排放要求。
参与单位:北京晓清环保设备安装有限公司、江苏菲力环保工程有限公司
规 模:20000吨/日
案例说明: 哈药集团制药总厂污水处理站改扩建工程于2004年8月完成整个工程的安装调试工作。系统工艺采用调节池+气浮系统+水解酸化+推流曝气池+CASS反应池处理工艺,处理出水的各项指标均优于国家GB8978-96二级排放要求。

太原化工集团公司水厂污水回用水质提升工程
参与单位:爱思特水务科技有限公司
规 模:10000吨/天
污水处理技术:电吸附除盐工艺
案例说明: 该套电吸附装置可将污水含盐量由1000mg/L降至250mg/L,悬浮物由10毫克/升降至3毫克/升,浊度由10NTU降至1NTU,氨氮由10毫克/升降至5毫克/升,CODcr由25毫克/升降至10毫克/升。装置投产后,每年可削减污染物排放CODcr9293吨,BOD54854吨,氨氮1560吨,有效改善区域水体质量,同时有利于缓解严重缺水城市的供水压力。
参与单位:爱思特水务科技有限公司
规 模:10000吨/天
污水处理技术:电吸附除盐工艺
案例说明: 该套电吸附装置可将污水含盐量由1000mg/L降至250mg/L,悬浮物由10毫克/升降至3毫克/升,浊度由10NTU降至1NTU,氨氮由10毫克/升降至5毫克/升,CODcr由25毫克/升降至10毫克/升。装置投产后,每年可削减污染物排放CODcr9293吨,BOD54854吨,氨氮1560吨,有效改善区域水体质量,同时有利于缓解严重缺水城市的供水压力。

正和集团有限公司丙烯酸及酯一期工程工业废水处理项目
参与单位:北京杰佳洁环境技术有限责任公司
规 模:364.8吨/天
污水处理技术:活性污泥法
案例说明: 本项目采用抗冲击负荷能力强的厌氧EGSB工艺,通过出水回流稀释进水有机物浓度,降低了有毒物质对微生物的抑制,在高容积负荷条件下取得良好的处理效果,出水COD去除率可达95% 以上,同时有效降解了有毒物质,有利于后续好氧系统的稳定运行。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:364.8吨/天
污水处理技术:活性污泥法
案例说明: 本项目采用抗冲击负荷能力强的厌氧EGSB工艺,通过出水回流稀释进水有机物浓度,降低了有毒物质对微生物的抑制,在高容积负荷条件下取得良好的处理效果,出水COD去除率可达95% 以上,同时有效降解了有毒物质,有利于后续好氧系统的稳定运行。

佛山鸿华聚酯切片有限公司聚酯废水处理工程
参与单位:北京杰佳洁环境技术有限责任公司
规 模:700吨/天
污水处理技术:UASB+SBR
案例说明: 聚酯废水含有对苯二甲酸、乙二醇、乙酸、乙醛、油脂、二甘醇、三甘醇以及少量生物难降解的高分子聚合物,且营养元素不足,采用耐冲击负荷的厌氧UASB+好氧SBR工艺。通过调整工艺参数,系统运行稳定,厌氧出水COD去除率可达85%以上;好氧SBR微生物富集简单,系统容易启动,对有机物有很好的稳定去除作用外,对N、P均有很高的去除率,不易出现污泥膨胀现象。采用静止沉淀,出水水质好;系统采用自动控制,管理方便简易。
参与单位:北京杰佳洁环境技术有限责任公司
规 模:700吨/天
污水处理技术:UASB+SBR
案例说明: 聚酯废水含有对苯二甲酸、乙二醇、乙酸、乙醛、油脂、二甘醇、三甘醇以及少量生物难降解的高分子聚合物,且营养元素不足,采用耐冲击负荷的厌氧UASB+好氧SBR工艺。通过调整工艺参数,系统运行稳定,厌氧出水COD去除率可达85%以上;好氧SBR微生物富集简单,系统容易启动,对有机物有很好的稳定去除作用外,对N、P均有很高的去除率,不易出现污泥膨胀现象。采用静止沉淀,出水水质好;系统采用自动控制,管理方便简易。

漳州灿坤实业有限公司污水处理厂
参与单位:杭州杭氧环保成套设备有限公司
规 模:5000吨/天
污水处理技术:ICEAS
案例说明: 本工程是为漳州灿坤实业有限公司配套的污水处理工程,该工程污水处理工艺为ICEAS,当时工程总投资为1500万元左右,日处理为5000吨/天,截止目前已正常运营了7年,运行情况良好,完全符合当初设计要求。
参与单位:杭州杭氧环保成套设备有限公司
规 模:5000吨/天
污水处理技术:ICEAS
案例说明: 本工程是为漳州灿坤实业有限公司配套的污水处理工程,该工程污水处理工艺为ICEAS,当时工程总投资为1500万元左右,日处理为5000吨/天,截止目前已正常运营了7年,运行情况良好,完全符合当初设计要求。

英利能源(中国)有限公司废水处理工程
参与单位:河北嘉诚环境工程有限公司
规 模:4000吨/天
污水处理技术:AO
案例说明: 该废水来源主要是太阳能电池板清洗工段,废水中主要污染物为有机物(聚乙二醇、异丙醇、丙烯醇、乳酸等)和碳化硅及单晶硅粉,前期回收硅粉,后采用物化单元先处理其中的少量悬浮物质,后通过厌氧与好氧相结合的处理工艺,保证出水稳定达标排放。
参与单位:河北嘉诚环境工程有限公司
规 模:4000吨/天
污水处理技术:AO
案例说明: 该废水来源主要是太阳能电池板清洗工段,废水中主要污染物为有机物(聚乙二醇、异丙醇、丙烯醇、乳酸等)和碳化硅及单晶硅粉,前期回收硅粉,后采用物化单元先处理其中的少量悬浮物质,后通过厌氧与好氧相结合的处理工艺,保证出水稳定达标排放。

四川天华股份有限公司富邦化工有限责任公司γ-丁内酯系列产品项目污水处理工程
参与单位:北京晓清环保工程有限公司
规 模:1440吨/天
污水处理技术:HAF+FSBBR
案例说明: 在本工程中应用了复合高效厌氧反应器及流离生物反应器的生化处理,污染物得以彻底降解,同时使用臭氧活性炭技术保证了出水稳定达标。
参与单位:北京晓清环保工程有限公司
规 模:1440吨/天
污水处理技术:HAF+FSBBR
案例说明: 在本工程中应用了复合高效厌氧反应器及流离生物反应器的生化处理,污染物得以彻底降解,同时使用臭氧活性炭技术保证了出水稳定达标。

常熟市滨江污水处理厂
参与单位:北京金州恒基环保工程技术有限公司
规 模:30000吨/天
污水处理技术:酸化水解+氧化沟+斜管沉淀
案例说明: 滨江厂属于常熟市沿江经济开发区配套基础设施,主要服务于开发区工业区和滨江新市区。占地面积40亩,设计规模30,000m3/d,生化工艺采用:水解酸化-厌氧-好氧-卡鲁塞尔氧化沟;按照2条15,000m3/d的处理线进行建设。2009年完成太湖流域提标改造工程,处理后废水达到一级A排放标准。
参与单位:北京金州恒基环保工程技术有限公司
规 模:30000吨/天
污水处理技术:酸化水解+氧化沟+斜管沉淀
案例说明: 滨江厂属于常熟市沿江经济开发区配套基础设施,主要服务于开发区工业区和滨江新市区。占地面积40亩,设计规模30,000m3/d,生化工艺采用:水解酸化-厌氧-好氧-卡鲁塞尔氧化沟;按照2条15,000m3/d的处理线进行建设。2009年完成太湖流域提标改造工程,处理后废水达到一级A排放标准。

天津石化连续膜过滤集成技术科技示范工程
参与单位:天津膜天膜科技股份有限公司
规 模:2500吨/天
污水处理技术:CMF工艺
案例说明: 采用CMF工艺对于经过预处理后的石化废水进行处理,去除水中的悬浮物、浊度微生物等污染物。
参与单位:天津膜天膜科技股份有限公司
规 模:2500吨/天
污水处理技术:CMF工艺
案例说明: 采用CMF工艺对于经过预处理后的石化废水进行处理,去除水中的悬浮物、浊度微生物等污染物。

四川化工天华富邦PTMEG项目废水处理工程
参与单位:麦王环保工程技术(上海)有限公司
规 模:2880吨/天
污水处理技术:MSAF--麦王高效复合厌氧反应--MBR
案例说明: SAF序进气浮能将绝大部分的PTMGE、炭黑颗粒和BDO污水中非溶解性有机物去除,COD去除率在15%―20%,特殊设计高效厌氧反应器满负荷运行阶段COD去除率平均去除率79%,可以减缓进水水质波动影响,MBR出水COD小于50mg/L,氨氮小于10mg/L。该工艺能够承受COD在30%范围内由聚甲醛、乙炔铜、γ-丁内酯、K30单项有机物引起的冲击。出水水质优于污水综合排放一级标准。
参与单位:麦王环保工程技术(上海)有限公司
规 模:2880吨/天
污水处理技术:MSAF--麦王高效复合厌氧反应--MBR
案例说明: SAF序进气浮能将绝大部分的PTMGE、炭黑颗粒和BDO污水中非溶解性有机物去除,COD去除率在15%―20%,特殊设计高效厌氧反应器满负荷运行阶段COD去除率平均去除率79%,可以减缓进水水质波动影响,MBR出水COD小于50mg/L,氨氮小于10mg/L。该工艺能够承受COD在30%范围内由聚甲醛、乙炔铜、γ-丁内酯、K30单项有机物引起的冲击。出水水质优于污水综合排放一级标准。

中国石油化工股份有限公司洛阳分公司化纤污水处理系统改造工程
参与单位:诺卫环境安全工程技术(广州/天津)有限公司
规 模:4800吨/天
污水处理技术:诺卫MP-MBR
案例说明: 化纤污水处理场是与化纤厂各生产装置配套的污水处理设施,2000年5月正式开工,负责处理PTA、PET、长丝、短丝、中空纤维等装置及其部分配套工程所产生的生产废水、生活污水。化纤污水处理场设计处理能力为400吨/小时,来水经过预处理、均质调节、生化处理、活性炭过滤等工序处理,最终达到国家标准,合格排放。
参与单位:诺卫环境安全工程技术(广州/天津)有限公司
规 模:4800吨/天
污水处理技术:诺卫MP-MBR
案例说明: 化纤污水处理场是与化纤厂各生产装置配套的污水处理设施,2000年5月正式开工,负责处理PTA、PET、长丝、短丝、中空纤维等装置及其部分配套工程所产生的生产废水、生活污水。化纤污水处理场设计处理能力为400吨/小时,来水经过预处理、均质调节、生化处理、活性炭过滤等工序处理,最终达到国家标准,合格排放。

广州南沙开发区小虎岛污水处理厂工程
参与单位:诺卫环境安全工程技术(广州/天津)有限公司
规 模:远期40000吨/天,一期10000(吨/天)
污水处理技术:诺卫MP-MBR
案例说明: 小虎岛污水处理厂是南沙区政府为解决小虎岛入园企业污水处理而建的配套市政基础设施,是整个岛屿唯一的排放口。入园企业主要为生物精细化工产业,所有污水通过市政管网排到小虎岛污水处理厂后,集中处理达标后统一排放到小虎沥(珠江),执行广东省地方标准一级,出水COD在40mg/L以下,水质优于回用水标准,是目前国内石化园区执行标准最高的污水处理厂。
参与单位:诺卫环境安全工程技术(广州/天津)有限公司
规 模:远期40000吨/天,一期10000(吨/天)
污水处理技术:诺卫MP-MBR
案例说明: 小虎岛污水处理厂是南沙区政府为解决小虎岛入园企业污水处理而建的配套市政基础设施,是整个岛屿唯一的排放口。入园企业主要为生物精细化工产业,所有污水通过市政管网排到小虎岛污水处理厂后,集中处理达标后统一排放到小虎沥(珠江),执行广东省地方标准一级,出水COD在40mg/L以下,水质优于回用水标准,是目前国内石化园区执行标准最高的污水处理厂。

金新化工脱盐水项目
参与单位:北京美华博大环境工程有限公司
规 模:12000吨/日
污水处理技术:RO
案例说明: 本项目我公司采用EPC模式,充分考虑了进水水质复杂多变,各支水源流量不稳定等特点,克服了冬季施工难度大、交叉接口单位多、施工期短等困难,配合了业主方提出的全厂区主体工艺和配套设施“边设计、边施工、边调试”的原则,紧抓质量、快干工程,于2011年5月进水调试,目前正在运行调整阶段。
参与单位:北京美华博大环境工程有限公司
规 模:12000吨/日
污水处理技术:RO
案例说明: 本项目我公司采用EPC模式,充分考虑了进水水质复杂多变,各支水源流量不稳定等特点,克服了冬季施工难度大、交叉接口单位多、施工期短等困难,配合了业主方提出的全厂区主体工艺和配套设施“边设计、边施工、边调试”的原则,紧抓质量、快干工程,于2011年5月进水调试,目前正在运行调整阶段。

神华鄂尔多斯煤制油自备电厂脱盐水扩建项目
参与单位:北京美华博大环境工程有限公司
规 模:500吨/小时
案例说明: 本项目我公司采用EPC模式,充分考虑了进水水质会变恶劣,克服了工期紧,出水急、冬季施工难度大、交叉接口单位多、施工期短等困难,配合了业主方提出的全厂区主体工艺和配套设施“边设计、边施工、边调试”的原则,最终保障了工程如期建设完成,其设计出水水质也优于产水标准。
参与单位:北京美华博大环境工程有限公司
规 模:500吨/小时
案例说明: 本项目我公司采用EPC模式,充分考虑了进水水质会变恶劣,克服了工期紧,出水急、冬季施工难度大、交叉接口单位多、施工期短等困难,配合了业主方提出的全厂区主体工艺和配套设施“边设计、边施工、边调试”的原则,最终保障了工程如期建设完成,其设计出水水质也优于产水标准。

神华宁煤集团83万吨/年二甲醚项目一期工程水处理EPC总承包工程
参与单位:北京万邦达环保技术股份有限公司
规 模:6240吨/日
污水处理技术:SBR
案例说明: 本项目污水处理装置规模为260m3/h,进入本装置区的污废水主要包括生活污水、生产废水(包括含氰废水)和初期雨水。作为本项目的总承包商,负责装置界区内工程设计、采购、施工安装、单机试车、联动试车、性能保证及保修,负责对业主的技术和操作人员进行培训等技术服务工作。
参与单位:北京万邦达环保技术股份有限公司
规 模:6240吨/日
污水处理技术:SBR
案例说明: 本项目污水处理装置规模为260m3/h,进入本装置区的污废水主要包括生活污水、生产废水(包括含氰废水)和初期雨水。作为本项目的总承包商,负责装置界区内工程设计、采购、施工安装、单机试车、联动试车、性能保证及保修,负责对业主的技术和操作人员进行培训等技术服务工作。

神华宁煤煤基烯烃项目污水处理EPC工程
参与单位:北京万邦达环保技术股份有限公司
规 模:24000吨/日
污水处理技术:CAST
案例说明: 该项目废水处理系统为烯烃项目的配套的公用工程子项,主要用于处理煤气化、变换、低温甲醇洗废水、甲醇装置、甲醇制丙烯、空分、聚丙烯、动力站、罐区、酸性水汽提、高压火炬凝液、低压火炬凝液、以及厂区生活污水、污染雨水、地面冲洗水以及未预见水,设计规模为1000 m3/h。
参与单位:北京万邦达环保技术股份有限公司
规 模:24000吨/日
污水处理技术:CAST
案例说明: 该项目废水处理系统为烯烃项目的配套的公用工程子项,主要用于处理煤气化、变换、低温甲醇洗废水、甲醇装置、甲醇制丙烯、空分、聚丙烯、动力站、罐区、酸性水汽提、高压火炬凝液、低压火炬凝液、以及厂区生活污水、污染雨水、地面冲洗水以及未预见水,设计规模为1000 m3/h。

重庆万盛煤化有限公司煤制醋酸项目污水处理站项目
参与单位:北京建工金源环保发展有限公司
规 模:180吨/日
污水处理技术:活性污泥法
案例说明: 重庆万盛煤化有限公司污水处理装置位于重庆市,处理量4320m3/d。生产废水为煤化工废水,特点为成分复杂,氨氮含量高,采用“混凝沉淀+改良型 SBR”处理工艺,出水满足污水综合排放标准 GB8978-1996 一级标准要求。工程总占地面积 5042m3
参与单位:北京建工金源环保发展有限公司
规 模:180吨/日
污水处理技术:活性污泥法
案例说明: 重庆万盛煤化有限公司污水处理装置位于重庆市,处理量4320m3/d。生产废水为煤化工废水,特点为成分复杂,氨氮含量高,采用“混凝沉淀+改良型 SBR”处理工艺,出水满足污水综合排放标准 GB8978-1996 一级标准要求。工程总占地面积 5042m3

唐山中润煤化工有限公司焦化废水深度处理工程
参与单位:北京桑德环境工程有限公司
规 模:6720吨/日
污水处理技术:RO
案例说明: 唐山中润项目已于2009年9月底建成并投入运行,设计处理规模为280m3/h,项目进水为达到《钢铁工业水污染物排放标准》(GB13456-92)的二级排放标准 的生化出水。深度处理回用工程采用双膜法处理工艺,系统出水达到《污水再生利用工程设计规范》(GB50335-2002)规定的工业循化冷却水水质标准。该项目被中国环境保护协会评为“示范工程”项目,并已于2009年10月通过相关部门验收。
参与单位:北京桑德环境工程有限公司
规 模:6720吨/日
污水处理技术:RO
案例说明: 唐山中润项目已于2009年9月底建成并投入运行,设计处理规模为280m3/h,项目进水为达到《钢铁工业水污染物排放标准》(GB13456-92)的二级排放标准 的生化出水。深度处理回用工程采用双膜法处理工艺,系统出水达到《污水再生利用工程设计规范》(GB50335-2002)规定的工业循化冷却水水质标准。该项目被中国环境保护协会评为“示范工程”项目,并已于2009年10月通过相关部门验收。

山西曙光煤焦集团诚信焦化厂焦化废水改造工程
参与单位:山西卓奇水务有限公司
规 模:1500吨/日
案例说明: 对焦化废水处理站的工艺进行升级改造,对前端和后端的处理工段进行强化处理,并对整个污水处理系统投加菌种重新调试,出水水质优于国家GB8978-1996《污水综合排放标准》一级排放标准。
参与单位:山西卓奇水务有限公司
规 模:1500吨/日
案例说明: 对焦化废水处理站的工艺进行升级改造,对前端和后端的处理工段进行强化处理,并对整个污水处理系统投加菌种重新调试,出水水质优于国家GB8978-1996《污水综合排放标准》一级排放标准。

中国石化燕山石化分公司污水处理工程
参与单位:威立雅水务集团北京代表处、GE水处理及工艺过程处理集团、北京拓峰科技开发有限责任公司
规 模:6000吨/日
案例说明: 燕山石化的污水处理目前完全实现了自动化。所有操作,从加药剂,到抽取污水和排除清水都由电脑控制。该项目另一大优点就是占地面积小,整个污水处理厂占地仅1千多平方米。 据介绍,处理后的水无菌无害,PH值为7,完全可以饮用。水的电导率达20微西门子/厘米,更符合工业用水的要求。 双膜法污水处理技术主要适合石化、钢铁等工业用水需求。该技术目前也被邯钢集团应用。
参与单位:威立雅水务集团北京代表处、GE水处理及工艺过程处理集团、北京拓峰科技开发有限责任公司
规 模:6000吨/日
案例说明: 燕山石化的污水处理目前完全实现了自动化。所有操作,从加药剂,到抽取污水和排除清水都由电脑控制。该项目另一大优点就是占地面积小,整个污水处理厂占地仅1千多平方米。 据介绍,处理后的水无菌无害,PH值为7,完全可以饮用。水的电导率达20微西门子/厘米,更符合工业用水的要求。 双膜法污水处理技术主要适合石化、钢铁等工业用水需求。该技术目前也被邯钢集团应用。
宝钢冷轧废水站改造项目
参与单位:爱思特水务科技有限公司
规 模:3600吨/天
污水处理技术:电吸附除盐工艺
案例说明: 性能考核期间,电吸附系统平均进水电导率1335μS/cm,电吸附产水电导率平均值为277μS/cm,去除率为79.3%;进水氯离子平均含量为275mg/l出水平均氯离子含量为34.8 mg/l,去除率为87.3%;平均产水率为78.5%,吨水耗电量为0.55kWh,完全满足生产回用要求。通过对模块进出水及浓水CODCr的测定表明,模块对CODCr有明显的降解作用,且系统浓水CODCr不超标,可以实现达标排放。
参与单位:爱思特水务科技有限公司
规 模:3600吨/天
污水处理技术:电吸附除盐工艺
案例说明: 性能考核期间,电吸附系统平均进水电导率1335μS/cm,电吸附产水电导率平均值为277μS/cm,去除率为79.3%;进水氯离子平均含量为275mg/l出水平均氯离子含量为34.8 mg/l,去除率为87.3%;平均产水率为78.5%,吨水耗电量为0.55kWh,完全满足生产回用要求。通过对模块进出水及浓水CODCr的测定表明,模块对CODCr有明显的降解作用,且系统浓水CODCr不超标,可以实现达标排放。

太原钢铁集团污水回用处理工程
参与单位:蓝星环境工程有限公司
规 模:72000吨/天
污水处理技术:预处理+多介质过滤+两级反渗透+混床处理
案例说明: 通过该项目的实施,提高了太钢集团炼钢用水的重复利用率,变废为宝,每天可节约用水5万吨,相当于太钢用水量的1/2,不仅改善了太原水资源污染的严重局面,而且为我国膜法污水回用处理行业树立了一个示范工程。工艺流程:预处理+多介质过滤+两级反渗透+混床。处理规模:72000吨/日,其中 一级反渗透产水水量 1400m3/h 二级反渗透产水水量 300m3/h
参与单位:蓝星环境工程有限公司
规 模:72000吨/天
污水处理技术:预处理+多介质过滤+两级反渗透+混床处理
案例说明: 通过该项目的实施,提高了太钢集团炼钢用水的重复利用率,变废为宝,每天可节约用水5万吨,相当于太钢用水量的1/2,不仅改善了太原水资源污染的严重局面,而且为我国膜法污水回用处理行业树立了一个示范工程。工艺流程:预处理+多介质过滤+两级反渗透+混床。处理规模:72000吨/日,其中 一级反渗透产水水量 1400m3/h 二级反渗透产水水量 300m3/h



宝山钢铁股份有限公司浦钢全厂给排水工程废水处理站
参与单位:麦王环保工程技术(上海)有限公司
规 模:336000吨/天
污水处理技术:物理化学法
案例说明: 本项目采用EP形式,主要承担新建厂区内各主要生产单元所排出的生产废水的处理。为节省投资,简化全厂废水处理工艺,各单元排放水需达到厂内纳管标准,否则须进行预处理。经废水处理站处理后达到回用水标准同时满足上海市一级排放标准。处理后的水大部分回用。
参与单位:麦王环保工程技术(上海)有限公司
规 模:336000吨/天
污水处理技术:物理化学法
案例说明: 本项目采用EP形式,主要承担新建厂区内各主要生产单元所排出的生产废水的处理。为节省投资,简化全厂废水处理工艺,各单元排放水需达到厂内纳管标准,否则须进行预处理。经废水处理站处理后达到回用水标准同时满足上海市一级排放标准。处理后的水大部分回用。

酒泉钢铁(集团)有限责任公司污水处理及回用工程电气、工艺部分设备及材料供货及安装项目
参与单位:上海东硕环保科技有限公司
规 模:160000吨/天
污水处理技术:物化法
案例说明: 经预处理系统粗、细格栅处理后,由潜污泵提升至混合配水构筑物,在混合配水构筑物实现比例配水,并投加相应药剂,采用机械搅拌进行混合反应后,进入高效澄清池,经沉淀分离后,再经后混凝并进行pH 调整后进入V 型滤池进行过滤,同时滤后投加二氧化氯消毒,然后进入回用贮水池,最后由两组回用水泵送往回用水管网。
参与单位:上海东硕环保科技有限公司
规 模:160000吨/天
污水处理技术:物化法
案例说明: 经预处理系统粗、细格栅处理后,由潜污泵提升至混合配水构筑物,在混合配水构筑物实现比例配水,并投加相应药剂,采用机械搅拌进行混合反应后,进入高效澄清池,经沉淀分离后,再经后混凝并进行pH 调整后进入V 型滤池进行过滤,同时滤后投加二氧化氯消毒,然后进入回用贮水池,最后由两组回用水泵送往回用水管网。
前进钢铁集团有限公司废水深度处理及综合利用工程
参与单位:上海东硕环保科技有限公司
规 模:12960吨/天
案例说明: 本工程为河北前进钢铁集团有限公司废水深度处理及综合利用工程,原水为城市污水处理厂排放水,水温在20~25℃时,设计反渗透出水360m3/h,用作生产补给水。系统设计为PLC+上位机自动控制,其中自清洗过滤器带有小型PLC。
参与单位:上海东硕环保科技有限公司
规 模:12960吨/天
案例说明: 本工程为河北前进钢铁集团有限公司废水深度处理及综合利用工程,原水为城市污水处理厂排放水,水温在20~25℃时,设计反渗透出水360m3/h,用作生产补给水。系统设计为PLC+上位机自动控制,其中自清洗过滤器带有小型PLC。

南京钢铁联合有限公司西区总排水处理回用工程
参与单位:北京金州恒基环保工程技术有限公司
规 模:115200m3/d
案例说明: 本项目作为江苏省重点截污减排项目,于2008年被全国高科技节能减排促进中心授予“冶金行业节能减排示范基地”。
参与单位:北京金州恒基环保工程技术有限公司
规 模:115200m3/d
案例说明: 本项目作为江苏省重点截污减排项目,于2008年被全国高科技节能减排促进中心授予“冶金行业节能减排示范基地”。

天津荣程联合钢铁集团污水深度处理回用项目
参与单位:天津膜天膜科技股份有限公司
规 模:72000吨/天
污水处理技术:CMF+RO
案例说明: 为解决长期困扰企业的水资源紧缺和水质差的问题,荣钢公司于2007年10月开始建设污水处理回用项目。我公司负责承建该项目中双膜法深度处理回用(CMF+RO)系统的设计、设备制造和安装调试工程,2008年4月竣工投产。
参与单位:天津膜天膜科技股份有限公司
规 模:72000吨/天
污水处理技术:CMF+RO
案例说明: 为解决长期困扰企业的水资源紧缺和水质差的问题,荣钢公司于2007年10月开始建设污水处理回用项目。我公司负责承建该项目中双膜法深度处理回用(CMF+RO)系统的设计、设备制造和安装调试工程,2008年4月竣工投产。

宝山钢铁股份有限公司特钢事业部条钢厂不锈钢长型材酸洗废水处理站
参与单位:北京建工金源环保发展有限公司
规 模:500吨/日
污水处理技术:化学反应
案例说明: 整个废水处理站处理能力 500m3/d,主要处理钢厂不锈钢酸洗产生混酸及硫酸废水,主要污染物为 COD、油、氟离子、镍、六价铬等,经处理后出水满足上海市二级排放标准,进水全厂污水处理后回用。
参与单位:北京建工金源环保发展有限公司
规 模:500吨/日
污水处理技术:化学反应
案例说明: 整个废水处理站处理能力 500m3/d,主要处理钢厂不锈钢酸洗产生混酸及硫酸废水,主要污染物为 COD、油、氟离子、镍、六价铬等,经处理后出水满足上海市二级排放标准,进水全厂污水处理后回用。

唐山达丰焦化有限公司焦化废水处理站工程
参与单位:北京桑德环境工程有限公司
规 模:1200吨/日
污水处理技术:AO
案例说明: 本废水处理工程主体工艺采用SDN(强化硝化反硝化即强化A/O)工艺。目前SDN工艺在酚氰废水处理中应用较为广泛和成熟。SDN(强化硝化反硝化即强化A/O)工艺由两部分组成:缺氧池和两级好氧池。SDN工艺以废水中有机物作为反硝化碳源和能源,不需补充外加碳源;废水中的部分有机物通过反硝化去除,减轻了后续好氧段负荷,减少了动力消耗;反硝化产生的碱度可部分满足硝化过程对碱度的需求,因而降低了化学药剂的消耗。
参与单位:北京桑德环境工程有限公司
规 模:1200吨/日
污水处理技术:AO
案例说明: 本废水处理工程主体工艺采用SDN(强化硝化反硝化即强化A/O)工艺。目前SDN工艺在酚氰废水处理中应用较为广泛和成熟。SDN(强化硝化反硝化即强化A/O)工艺由两部分组成:缺氧池和两级好氧池。SDN工艺以废水中有机物作为反硝化碳源和能源,不需补充外加碳源;废水中的部分有机物通过反硝化去除,减轻了后续好氧段负荷,减少了动力消耗;反硝化产生的碱度可部分满足硝化过程对碱度的需求,因而降低了化学药剂的消耗。

南通宝钢钢铁有限公司炼钢工业污水回收及利用项目
参与单位:宝钢工程技术集团有限公司
规 模:2400吨/日
污水处理技术:物理化学法
案例说明: 该项目的水处理设计及水处理设备供货均由宝钢工程技术集团有限公司负责。宝钢工程技术集团有限公司重点对深度脱盐工艺处理原水的选择、工业污水处理工艺、工业污水进水电导率对于双膜法工艺的影响、超滤膜元件的选择、反渗透膜元件的选择、反渗透系统回收率的合理确定与浓水的应用、控制反渗透系统原水进水水温等问题进行了深入研究,对水处理工艺不断改进,最终提出了适应于炼钢系统工业污水回收利用的技术方案,并最终获得了成功。
参与单位:宝钢工程技术集团有限公司
规 模:2400吨/日
污水处理技术:物理化学法
案例说明: 该项目的水处理设计及水处理设备供货均由宝钢工程技术集团有限公司负责。宝钢工程技术集团有限公司重点对深度脱盐工艺处理原水的选择、工业污水处理工艺、工业污水进水电导率对于双膜法工艺的影响、超滤膜元件的选择、反渗透膜元件的选择、反渗透系统回收率的合理确定与浓水的应用、控制反渗透系统原水进水水温等问题进行了深入研究,对水处理工艺不断改进,最终提出了适应于炼钢系统工业污水回收利用的技术方案,并最终获得了成功。
京安养殖分公司污水处理工程
参与单位:河北嘉诚环境工程有限公司
规 模:2000吨/日
污水处理技术:AO
案例说明: 嘉诚公司负责前期技术沟通,设计方案和图纸,并在土建施工过程中给予指导,进行设备供货及安装,后期系统整体调试工作,使出水稳定达标排放。
参与单位:河北嘉诚环境工程有限公司
规 模:2000吨/日
污水处理技术:AO
案例说明: 嘉诚公司负责前期技术沟通,设计方案和图纸,并在土建施工过程中给予指导,进行设备供货及安装,后期系统整体调试工作,使出水稳定达标排放。

常州市武进纺织工业园污水处理厂
参与单位:北京金州恒基环保工程技术有限公司
规 模:30000吨/天
污水处理技术:酸化水解+水解+物化
案例说明: 该项目于2003年底建设,一期日处理规模3万吨。主要处理武进纺织工业园企业排放的高浓度印染废水。2005年初正式运营, 2009年针对原有设计建设的缺陷和政府排放标准的要求提高,通过工艺优化、工程实施与运营服务的系统集成优势,对该项目进行改造。
参与单位:北京金州恒基环保工程技术有限公司
规 模:30000吨/天
污水处理技术:酸化水解+水解+物化
案例说明: 该项目于2003年底建设,一期日处理规模3万吨。主要处理武进纺织工业园企业排放的高浓度印染废水。2005年初正式运营, 2009年针对原有设计建设的缺陷和政府排放标准的要求提高,通过工艺优化、工程实施与运营服务的系统集成优势,对该项目进行改造。

南通纺织工业园印染废水回用项目
参与单位:天津膜天膜科技股份有限公司
规 模:5000吨/天
案例说明:本项目建设投产后,整套污水深度处理回用系统向车间供应回用水112.20万吨/年,节约自来水资源费336.60万元/年(按当地的自来水水价3.00元/吨计算),补充使用自来水资源52.80万吨/年,减少污水排放量112.20万吨/年,节约排污费用112.20万元/年。
参与单位:天津膜天膜科技股份有限公司
规 模:5000吨/天
案例说明:本项目建设投产后,整套污水深度处理回用系统向车间供应回用水112.20万吨/年,节约自来水资源费336.60万元/年(按当地的自来水水价3.00元/吨计算),补充使用自来水资源52.80万吨/年,减少污水排放量112.20万吨/年,节约排污费用112.20万元/年。

互太(番禺)纺织印染有限公司污水处理厂五期工程
参与单位:广州中科建禹水处理技术有限公司
规 模:20000吨/天
案例说明:该项目是互太五期污水处理工程,日处理能力2 万吨,出水要求达到广东省地方一级标准。
参与单位:广州中科建禹水处理技术有限公司
规 模:20000吨/天
案例说明:该项目是互太五期污水处理工程,日处理能力2 万吨,出水要求达到广东省地方一级标准。

印染废水膜法循环回用工程
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:20000吨/日
污水处理技术:好养生物处理
案例说明: 项目拟处理和回用盛虹集团下属盛虹印染部分分厂产生的印染废水,回用水回用于各分厂。项目建设内容包括废水生化处理系统和中水回用系统两部分,废水处理规模为20000立方米/日,中水回用规模为8000立方米/日,占40%。项目总用地面积20000平方米(合30亩),建筑面积3000平方米,建设各类水处理构筑物17座。
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:20000吨/日
污水处理技术:好养生物处理
案例说明: 项目拟处理和回用盛虹集团下属盛虹印染部分分厂产生的印染废水,回用水回用于各分厂。项目建设内容包括废水生化处理系统和中水回用系统两部分,废水处理规模为20000立方米/日,中水回用规模为8000立方米/日,占40%。项目总用地面积20000平方米(合30亩),建筑面积3000平方米,建设各类水处理构筑物17座。

新天地纺织印染(嘉兴)有限公司印染废水深度处理回用减排工程
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:5000吨/日
案例说明: 该项目是在原有废水物化-生化处理的基础上,新建超滤池一座,反渗透处理装置两组。处理能力为5000立方米/天,回用率为40%。该处理系统以生化法为主,物化与生化相结合,新增超滤加膜处理工艺,以提高废水处理设施的出水水质。
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:5000吨/日
案例说明: 该项目是在原有废水物化-生化处理的基础上,新建超滤池一座,反渗透处理装置两组。处理能力为5000立方米/天,回用率为40%。该处理系统以生化法为主,物化与生化相结合,新增超滤加膜处理工艺,以提高废水处理设施的出水水质。

嘉兴柏林顿3000m3/d染整废水深度处理回用系统
参与单位:杭州水处理技术研究开发中心有限公司
规 模:3000吨/日
污水处理技术:好养生物处理
案例说明: 本项目中就是采用自反洗滤器和膜处理工艺处理印染废水并回用水资源。UF系统可以满足前期回用水,而UF+RO的回用水可满足纯度要求较高的染色水和漂洗水。
参与单位:杭州水处理技术研究开发中心有限公司
规 模:3000吨/日
污水处理技术:好养生物处理
案例说明: 本项目中就是采用自反洗滤器和膜处理工艺处理印染废水并回用水资源。UF系统可以满足前期回用水,而UF+RO的回用水可满足纯度要求较高的染色水和漂洗水。

振华毛纺织污水处理工程
参与单位:河北嘉诚环境工程有限公司
规 模:5000吨/日
污水处理技术:生物接触氧化法
案例说明: 嘉诚公司负责前期技术沟通,设计方案和图纸,并在土建施工过程中给予指导,进行设备供货及安装,后期系统整体调试工作,使出水稳定达标排放。
参与单位:河北嘉诚环境工程有限公司
规 模:5000吨/日
污水处理技术:生物接触氧化法
案例说明: 嘉诚公司负责前期技术沟通,设计方案和图纸,并在土建施工过程中给予指导,进行设备供货及安装,后期系统整体调试工作,使出水稳定达标排放。

上海青浦城市生活垃圾处理厂渗滤液处理站工程
参与单位:北京桑德环境工程有限公司
规 模:150吨/天
污水处理技术:UASB+MBR+NF
案例说明:不采用RO膜处理,保证运行费用低,且氯离子不累积。
参与单位:北京桑德环境工程有限公司
规 模:150吨/天
污水处理技术:UASB+MBR+NF
案例说明:不采用RO膜处理,保证运行费用低,且氯离子不累积。

深圳老虎坑填埋场渗滤液处理工程
参与单位:北京天地人环保科技有限公司
规 模:400吨/天
污水处理技术:MBR+RO
案例说明:本项目是深圳市老虎坑垃圾处理场渗滤液处理工程,核心处理工艺是MBR+碟管式反渗透技术,浓缩液回灌处理。日处理渗滤液量为400t/d,出水水质达到《生活垃圾填埋场污染控制标准》(GB16889-1997)生活垃圾渗滤液排放限值一级标准,净水回收率为80%。
参与单位:北京天地人环保科技有限公司
规 模:400吨/天
污水处理技术:MBR+RO
案例说明:本项目是深圳市老虎坑垃圾处理场渗滤液处理工程,核心处理工艺是MBR+碟管式反渗透技术,浓缩液回灌处理。日处理渗滤液量为400t/d,出水水质达到《生活垃圾填埋场污染控制标准》(GB16889-1997)生活垃圾渗滤液排放限值一级标准,净水回收率为80%。


河源七塞生活垃圾填埋场渗滤液处理项目
参与单位:西派克(上海)泵业有限公司
参与单位:西派克(上海)泵业有限公司



诸暨市白毛尖垃圾卫生填埋场渗沥液处理系统工艺改造工程
参与单位:杭州水处理技术研究开发中心有限公司
规 模:300吨/日
污水处理技术:MBR、活性污泥法
案例说明:项目于2010年6月开工建设,2010年12月建成投产,建设规模300m3/h。产水达到一级排放标准。
参与单位:杭州水处理技术研究开发中心有限公司
规 模:300吨/日
污水处理技术:MBR、活性污泥法
案例说明:项目于2010年6月开工建设,2010年12月建成投产,建设规模300m3/h。产水达到一级排放标准。
宜昌市垃圾填埋场垃圾渗滤液处理项目
参与单位:北京天地人环保科技有限公司
规 模:240吨/日
污水处理技术:RO
案例说明:本项目是湖北省宜昌市黄家湾垃圾处理厂渗滤液处理工程,核心处理工艺是碟管式反渗透技术,浓缩液回灌处理。日处理渗滤液量为240t/d,出水水质达到《生活垃圾填埋场污染控制标准》(GB16889-2008)中表2规定的一般地区排放标准,净水回收率为75%。
参与单位:北京天地人环保科技有限公司
规 模:240吨/日
污水处理技术:RO
案例说明:本项目是湖北省宜昌市黄家湾垃圾处理厂渗滤液处理工程,核心处理工艺是碟管式反渗透技术,浓缩液回灌处理。日处理渗滤液量为240t/d,出水水质达到《生活垃圾填埋场污染控制标准》(GB16889-2008)中表2规定的一般地区排放标准,净水回收率为75%。
齐鲁石化公司炼油厂第二污水厂电吸附污水回用项目
参与单位:爱思特水务科技有限公司
规 模:2400吨/天
污水处理技术:电吸附除盐工艺
案例说明: 本项目采用新型的电吸附除盐技术,运行结果显示,电吸附除盐核心部件运行稳定,操作维护简便,电吸附模块具有较强的抗石油类有机污染物能力,同时电吸附除盐技术对COD也具有一定的去除效果,而且所排放的浓水不会浓缩,能够直接排放。
参与单位:爱思特水务科技有限公司
规 模:2400吨/天
污水处理技术:电吸附除盐工艺
案例说明: 本项目采用新型的电吸附除盐技术,运行结果显示,电吸附除盐核心部件运行稳定,操作维护简便,电吸附模块具有较强的抗石油类有机污染物能力,同时电吸附除盐技术对COD也具有一定的去除效果,而且所排放的浓水不会浓缩,能够直接排放。

达标排放污水回用工程
参与单位:北京京润新技术发展有限责任公司
规 模:3360吨/天
案例说明:本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。
参与单位:北京京润新技术发展有限责任公司
规 模:3360吨/天
案例说明:本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。
中石化石家庄炼油厂电脱盐水除油处理
参与单位:北京京润新技术发展有限责任公司
规 模:240吨/天
案例说明: 本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。
参与单位:北京京润新技术发展有限责任公司
规 模:240吨/天
案例说明: 本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。

达丰焦化循环水排污水回用工程
参与单位:北京京润新技术发展有限责任公司
规 模:220吨/天
案例说明: 本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。
参与单位:北京京润新技术发展有限责任公司
规 模:220吨/天
案例说明: 本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。

中石化石家庄炼油厂颗粒水处理
参与单位:北京京润新技术发展有限责任公司
规 模:600吨/天
案例说明: 本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。
参与单位:北京京润新技术发展有限责任公司
规 模:600吨/天
案例说明: 本公司参与设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。
大庆呼伦贝尔301作业区污水处理工程
参与单位:北京欧泰克石油工程技术有限责任公司
规 模:600吨/天
参与单位:北京欧泰克石油工程技术有限责任公司
规 模:600吨/天

乌冬污水站
参与单位:北京欧泰克石油工程技术有限责任公司
规 模:500吨/天
污水处理技术:悬浮污泥过滤技术
参与单位:北京欧泰克石油工程技术有限责任公司
规 模:500吨/天
污水处理技术:悬浮污泥过滤技术

大庆油田海拉尔呼一联站污水处理工程
参与单位:北京欧泰克石油工程技术有限责任公司
规 模:600吨/天
污水处理技术:悬浮污泥过滤技术
案例说明:利用悬浮污泥过滤技术处理含油污水抗冲击能力强的特点,呼一联站外废液池内返排液和洗井液可以不再外排,进污水系统处理后回注,提高污水利用率,节约清水,保护环境。
参与单位:北京欧泰克石油工程技术有限责任公司
规 模:600吨/天
污水处理技术:悬浮污泥过滤技术
案例说明:利用悬浮污泥过滤技术处理含油污水抗冲击能力强的特点,呼一联站外废液池内返排液和洗井液可以不再外排,进污水系统处理后回注,提高污水利用率,节约清水,保护环境。

绥中36-1 II期油田终端原油处理厂生产含油污水深化处理工程
参与单位:北京建工金源环保发展有限公司
规 模:6000吨/日
污水处理技术:好养生物处理
案例说明:该项目位于辽宁省绥中县高岭镇,处理量 6000m /d,采用“降温――调节――中温好氧生化――混凝沉淀”处理工艺,出水满足污水海洋处置工程污染控制标准(GB18486-2001)要求。工程总占地面积 2800m2。
参与单位:北京建工金源环保发展有限公司
规 模:6000吨/日
污水处理技术:好养生物处理
案例说明:该项目位于辽宁省绥中县高岭镇,处理量 6000m /d,采用“降温――调节――中温好氧生化――混凝沉淀”处理工艺,出水满足污水海洋处置工程污染控制标准(GB18486-2001)要求。工程总占地面积 2800m2。

中国石油庆阳石化分公司300万吨/年炼油搬迁改造集中加工项目污水处理及回用
参与单位:北京万邦达环保技术股份有限公司
规 模:7200吨/日
污水处理技术:RO
案例说明:该项目投产后可以使吨油耗水降低0.812吨,实现吨油耗水量<0.5吨的目标。每年减少排放COD 1776吨,油 120吨,氨氮 144吨,具有良好的社会效益,具有良好的社会效益。污水回用工程每年将生产RO水(优质再生水)109.2万吨,每年节约新鲜水109.2万吨。污水回收率达到78%。
参与单位:北京万邦达环保技术股份有限公司
规 模:7200吨/日
污水处理技术:RO
案例说明:该项目投产后可以使吨油耗水降低0.812吨,实现吨油耗水量<0.5吨的目标。每年减少排放COD 1776吨,油 120吨,氨氮 144吨,具有良好的社会效益,具有良好的社会效益。污水回用工程每年将生产RO水(优质再生水)109.2万吨,每年节约新鲜水109.2万吨。污水回收率达到78%。

阿曼Mukhaizna油田采出水回用项目
参与单位:阿奎特(广州)水处理有限公司
规 模:50000吨/日
污水处理技术:机械蒸汽压缩、多效盐水浓缩
案例说明:Mukhaizna油田50000吨/天的采出水回用项目是世界上此类工程中规模最大的,也是世界上最大的采用蒸发技术的废水回用项目。该系统包括7套单独的机械蒸汽压缩、二效盐水浓缩器。系统产生的高纯度蒸馏水回用于蒸汽发电厂。
参与单位:阿奎特(广州)水处理有限公司
规 模:50000吨/日
污水处理技术:机械蒸汽压缩、多效盐水浓缩
案例说明:Mukhaizna油田50000吨/天的采出水回用项目是世界上此类工程中规模最大的,也是世界上最大的采用蒸发技术的废水回用项目。该系统包括7套单独的机械蒸汽压缩、二效盐水浓缩器。系统产生的高纯度蒸馏水回用于蒸汽发电厂。

印度JAMNAGAR炼油厂炼油废水回用项目
参与单位:阿奎特(广州)水处理有限公司
规 模:2640吨/日
污水处理技术:高效反渗透
案例说明:阿奎特国际水处理公司为Reliance公司设计了一套使用HEROTM(高效反渗透)技术的水处理系统。阿奎特采用BOOT的模式供应了这套系统,现在已经成功运行了5年时间。
参与单位:阿奎特(广州)水处理有限公司
规 模:2640吨/日
污水处理技术:高效反渗透
案例说明:阿奎特国际水处理公司为Reliance公司设计了一套使用HEROTM(高效反渗透)技术的水处理系统。阿奎特采用BOOT的模式供应了这套系统,现在已经成功运行了5年时间。

中石化石家庄炼油厂
参与单位:河北嘉诚环境工程有限公司
规 模:3360吨/日
污水处理技术:化学氧化脱色
案例说明:设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。
参与单位:河北嘉诚环境工程有限公司
规 模:3360吨/日
污水处理技术:化学氧化脱色
案例说明:设计环节:对项目的平面布置、工艺流程、技术选择进行设计,并进行项目的施工图设计。设备供应环节:提供从进水到出水的全套工艺设备,包括预处理设备、脱盐设备、电气设备、自动控制设备、泵、阀门等。施工建设环节:负责所提供设备的安装工程及技术调试服务。

九牧集团电镀废水膜法循环回用工程
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:3000m3/天
污水处理技术:分质分流处理,物化和膜法相结合
案例说明:对废水采取细化分质、分流的设计理念,尽量回收有用资源。采用在线监控技术,尽量提高自动化程度,减少操作劳动强度。膜回收系统采用PLC+动态人机触摸对话系统,减少人工操作按钮,基本实现自动化。本项工程采用了获评为“国家重点环境保护实用技术”的“电镀废水膜法循环回用技术”,采用公司自主研发的“SMF+HAPRO”组合膜技术进行处理,产水回用。
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:3000m3/天
污水处理技术:分质分流处理,物化和膜法相结合
案例说明:对废水采取细化分质、分流的设计理念,尽量回收有用资源。采用在线监控技术,尽量提高自动化程度,减少操作劳动强度。膜回收系统采用PLC+动态人机触摸对话系统,减少人工操作按钮,基本实现自动化。本项工程采用了获评为“国家重点环境保护实用技术”的“电镀废水膜法循环回用技术”,采用公司自主研发的“SMF+HAPRO”组合膜技术进行处理,产水回用。

厦门松霖科技有限公司电镀废水膜法循环回用工程
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:1200吨/日
污水处理技术:化学法+膜分离
案例说明:本项目工程规模1200吨/天,总投资380万.电镀综合废水膜法循环回用处理创造性地将传统的化学法和膜分离法结合起来,将分离出来的水回用生产,实现废水的微排放。 系统工程的关键设备有:(1)化学法部分的各个调节、加药反应系统、沉淀、污泥脱水系统设备;(2)膜分离回用系统部分的预过滤系统、CMF膜分离系统、RO膜分离系统设备;(3)自动化控制系统设备。
参与单位:厦门市威士邦膜科技有限公司、厦门绿邦膜技术有限公司
规 模:1200吨/日
污水处理技术:化学法+膜分离
案例说明:本项目工程规模1200吨/天,总投资380万.电镀综合废水膜法循环回用处理创造性地将传统的化学法和膜分离法结合起来,将分离出来的水回用生产,实现废水的微排放。 系统工程的关键设备有:(1)化学法部分的各个调节、加药反应系统、沉淀、污泥脱水系统设备;(2)膜分离回用系统部分的预过滤系统、CMF膜分离系统、RO膜分离系统设备;(3)自动化控制系统设备。

沈阳造币厂污水处理中心改造工程项目(造币)
参与单位:浦华环保有限公司
规 模:1400吨/天
案例说明:沈阳造币厂隶属于国家特许准入的生产特殊产品的特殊行业,存在相应特殊管理要求。项目实施严格遵守企业相应管理制度与要求。改造后,污水处理能力达到1400吨/天,另经MBR深度处理并回用废水。处理后排入市政管网的水质达到国家《污水综合排放标准》GB8978-1996中的一级标准。
参与单位:浦华环保有限公司
规 模:1400吨/天
案例说明:沈阳造币厂隶属于国家特许准入的生产特殊产品的特殊行业,存在相应特殊管理要求。项目实施严格遵守企业相应管理制度与要求。改造后,污水处理能力达到1400吨/天,另经MBR深度处理并回用废水。处理后排入市政管网的水质达到国家《污水综合排放标准》GB8978-1996中的一级标准。

北京经济技术开发区东区再生水厂(一期)工程
参与单位:蓝星环境工程有限公司
规 模:30000吨/天
污水处理技术:RO
案例说明:处理水源为开发区综合排放污水,包括生活污水、电子工业废水、机械加工业废水、制药工业废水,出水供给开发区内企业作为工业新水使用。分两期建设,是目前国内最大的工业园区污水双膜法再生处理系统。 工艺流程:滤池+微滤+反渗透 处理规模:2x30000吨/日其中 超滤产水水量 2x1167m3/h 反渗透产水水量 2x875m3/
参与单位:蓝星环境工程有限公司
规 模:30000吨/天
污水处理技术:RO
案例说明:处理水源为开发区综合排放污水,包括生活污水、电子工业废水、机械加工业废水、制药工业废水,出水供给开发区内企业作为工业新水使用。分两期建设,是目前国内最大的工业园区污水双膜法再生处理系统。 工艺流程:滤池+微滤+反渗透 处理规模:2x30000吨/日其中 超滤产水水量 2x1167m3/h 反渗透产水水量 2x875m3/